ニュース
-
01-13 2026
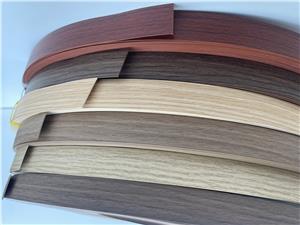
メタリックなブラッシュドアルミニウムのエッジ
ブラシ仕上げの金属エッジングストリップは、金属の耐久性とブラシ仕上げによる美観を兼ね備えた、一般的な装飾素材です。主な利点は以下のとおりです。 全体的な品質と美観の向上:ブラッシング加工により、金属表面に均一な線状のテクスチャが生まれ、マットまたは半光沢効果を演出します。これにより、空間の洗練さとモダンさを効果的に高めることができます。このテクスチャは、視覚的に層を形成するだけでなく、様々な装飾スタイル(モダンミニマリズム、ライトラグジュアリースタイルなど)と完璧に調和し、細部の精緻さを高めます。 優れた耐傷性と耐久性:特殊処理を施したブラシ仕上げの金属表面は、緻密で耐摩耗性に優れ、日常使用による小さな傷を効果的に隠蔽し、新品同様の美しさを長く保ちます。ステンレス鋼やアルミニウム合金素材は耐湿性と耐腐食性も備えているため、キッチンや浴室などの湿気の多い環境でも安心してご使用いただけます。 高い実用性、保護機能と装飾機能の融合:エッジバンドは、主に継ぎ目、バリ、またはエッジを覆うために使用され、衝撃による損傷を防ぐと同時に、仕上げられたエッジの外観を向上させる効果もあります。例えば、壁、天井、家具のエッジに適用すると、構造的な安定性を高め、直線的なデザインにより空間に立体感と奥行き感を与えます。 取り付けが簡単で幅広い適応性:多くの金属製ブラシ仕上げエッジストリップは、粘着式またはカット可能な職人技を特徴としており、DIYでの取り付けが簡単で、専門的な工具は必要ありません。素材は様々な曲線に曲げたりカスタマイズしたりできるため、直角や円弧など、幅広い構造に適しており、高い柔軟性を備えています。
-
05-29 2025
PVCエッジバンドストリップの配合と製造上の問題を分析する
-
02-14 2025
PVCエッジバンドと無垢材エッジバンドにはそれぞれ独自の長所と短所があります。
PVCエッジバンド アドバンテージ: 1. 多様な外観: ポリ塩化ビニル エッジ バンディングは、木目、大理石、布目などのさまざまな素材を模倣でき、豊かな視覚効果が得られます。 2. 軽量: 無垢材のエッジバンドと比較して、ポリ塩化ビニル エッジバンドは軽量で、加工や取り付けが簡単です。 3. 耐摩耗性: ポリ塩化ビニル 素材は耐摩耗性に優れており、日常使用による傷に耐えます。 4. 防水性と防湿性:ポリ塩化ビニル エッジ バンドは湿気の浸入を効果的に防ぎ、湿気の多い環境に適しています。 5. 高い費用対効果: ポリ塩化ビニル エッジ バンドは比較的手頃な価格で、経済的な選択肢です。 6. 高い生産効率:現代の家具生産設備は豊富で、モジュール式家具は取り扱いが簡単です。 デメリット: 1. 品質が不安定:市販の ポリ塩化ビニル エッジバンドの品質は大きく異なり、一部の製品は劣化や破損が発生しやすい場合があります。 2. 明らかな色の違い: トリミング後、ポリ塩化ビニル エッジバンドに色の違いが生じ、外観に影響を与える場合があります。 3. 耐高温性が低い:ポリ塩化ビニル エッジ バンドは高温環境では変形しやすくなります。 無垢材エッジバンド アドバンテージ: 1. 自然な質感: 無垢材のエッジバンドは、天然木の質感と質感を備えており、美しく自然です。 2. 優れた環境配慮性:無垢材のエッジバンドは優れた環境性能を備えており、有害物質を含みません。 3. 柔らかくて変形しにくい:無垢材のエッジバンドは柔らかくて変形しにくく、接着後に家具の板によく密着します。 デメリット: 1. 耐湿性が弱い:無垢材のエッジバンドは耐湿性が低く、湿気によって変形したり割れたりしやすくなります。 2. 高価な価格:無垢材のエッジバンドの製造コストは比較的高く、価格も比較的高価です。 3. 加工難易度が高い:エッジバンディングの効果を確実にするために、無垢材のエッジバンディングの加工には高度な職人技が必要です。 まとめると、ポリ塩化ビニル エッジバンドと無垢材エッジバンドにはそれぞれ長所と短所があります。選択する際には、家具の使用環境、個人の美観、予算などの要素を総合的に考慮する必要があります。
-
02-12 2025
プラスチックエッジバンドには多様な利点がある
プラスチックエッジバンドは、さまざまな利点があるため、家具製造やその他の分野で広く使用されています。以下は、その重要な利点の詳細な紹介です。 1. 多様な素材と豊かなパフォーマンス ポリ塩化ビニル(ポリ塩化ビニル)エッジバンド: • 高いコスト効率: ポリ塩化ビニル 原材料は広く入手可能で、生産プロセスも成熟しているため、ポリ塩化ビニル エッジバンドの価格は比較的手頃です。家具の生産コストを効果的に抑制でき、経済的な家具の大規模生産に適しています。 優れた柔軟性: ポリ塩化ビニル の分子構造は優れた柔軟性を備えており、さまざまな形状のボードの端に簡単に曲げてフィットさせることができます。直線、曲線、不規則なボードのいずれであっても、しっかりと包み込むことができ、さまざまな家具デザインのニーズを満たすことができます。 強力な印刷適応性: 高度な印刷技術により、ポリ塩化ビニル エッジ バンディングは、木目、石目、布目などの豊かで多様な色とリアルな質感を表現でき、あらゆる天然素材の外観をほぼ模倣できるため、家具に美しさとデザインが加わります。 アブソリュート(アクリロニトリルブタジエンスチレン共重合体)エッジバンド: • 高い強度と耐久性:アブソリュート の独自の三元共重合体構造により、優れた総合性能、特に高い耐摩耗性と耐衝撃性を備えています。日常使用では、頻繁な摩擦や衝突に耐えることができ、傷や損傷が発生しにくく、家具の耐用年数を延ばし、耐久性が求められる家具に適しています。 優れた化学的安定性:一般的な酸、塩基、油、その他の化学物質に対して強い耐性があり、腐食しにくく、キッチンや浴室など化学物質が発生しやすい環境で使用しても、変色、変形などの問題がなく、安定した性能を維持できます。 絶妙な外観:表面は滑らかで繊細で、色が均一で豊かです。特別な処理後、トリミング効果が優れており、エッジシール側の色は表面の色と一致しています。全体的な質感は高級感があり、家具のレベルを高めます。 アクリルエッジバンド: • 高い透明度と光沢性:アクリルはガラスに似た高い透明度と良好な光沢性を備えており、家具に明るくファッショナブルな外観を与え、高級感とエレガントな視覚効果を生み出します。独特なデザインスタイルを追求するモダン家具によく使用されます。 優れた耐候性:アクリルエッジバンドは、温度変化、光への露出など、さまざまな環境条件下で安定した物理的特性と外観を維持でき、老化や色あせが起こりにくく、屋外や直射日光に長時間さらされても、明るい外観を長期間維持できます。 環境衛生: アクリル素材自体は無毒で無害であり、環境基準を満たしています。家具の使用中に有害物質を放出せず、ユーザーの健康を保証します。特に子供用家具、食品接触家具などに適しています。 2. 処理の利便性と生産効率の向上 簡単に切断可能:プラスチックエッジバンドは比較的柔らかい質感で、アートナイフ、はさみ、またはプロの切断機器などの通常の切断ツールを使用して、必要なサイズに簡単に切断できます。操作は簡単で高速で、処理時間とコストを削減します。 貼り付けが簡単:ボードとの接着性能が優れており、ホットメルト接着剤やその他の専用接着剤を使用して、適切な温度と圧力の条件下でボードの端に素早くしっかりと貼り付けることができます。この便利な貼り付け方法は、大規模な自動化生産に適しており、家具製造企業の生産効率を向上させます。 迅速な成形:エッジシール工程中、プラスチックエッジバンドストリップはボードの形状に素早く適応し、加熱や圧力などの工程を経て、短時間でボードにしっかりと接着し、安定したエッジシール構造を形成し、生産プロセスをさらに加速します。 3.優れた保護性能で家具の寿命を延ばします 耐摩耗性: 家具パネルのエッジの第一防衛線として、プラスチックエッジバンドは、拭き取り、物体の擦れなど、日常使用におけるさまざまな摩擦に効果的に抵抗し、パネルの表面の損傷を防ぎ、家具の外観の完全性と美観を維持します。 防湿・防水:ボードの端にしっかりと密着して密閉構造を形成し、外部の湿気がボードの内部に侵入するのを防ぎます。これは、湿気によるボードの膨張、変形、カビ、腐敗を防ぐために重要であり、特にキッチンキャビネット、バスルームキャビネットなどの湿気の多い環境で使用される家具の場合、家具の耐用年数を大幅に延ばします。 耐腐食性: 一部のプラスチック製エッジバンドストリップは化学的安定性があり、ボードのエッジが化学物質と直接接触するのを防ぎ、化学腐食によるボードの損傷を防ぎ、家具構造の安定性と耐久性を確保します。 4. 環境パフォーマンスの継続的な改善 低ホルムアルデヒド放出: 環境要件の高まりに伴い、多くのプラスチックエッジバンド製品は、製造工程中にホルムアルデヒドなどの有害物質の添加を厳しく制御し、ホルムアルデヒドを含まない配合を使用して、エッジバンド製品のホルムアルデヒド放出が国家環境基準を満たすようにすることで、消費者に健康的で安全な家具製品を提供しています。 • リサイクル可能: 一部のプラスチックエッジバンド素材はリサイクル可能で、家具の耐用年数が終了した後、エッジバンド部分をリサイクルして再処理することで、持続可能な開発の概念に沿って環境への廃棄物の排出を削減できます。
-
02-12 2025
エッジバンディング工場の今後の発展展望
エッジバンドメーカーの将来の発展傾向は、次のようにさまざまな要因の影響を受けます。 市場の需要の観点から パーソナライズされたカスタマイズの需要が高まっています。パーソナライズされ、差別化された家庭用家具に対する消費者の需要は、絶えず高まっています。エッジ バンディング メーカーは、さまざまなデザイン スタイルと機能要件を満たすために、より多くの色、質感、素材、およびハンドルなし、曲線、不規則なエッジ バンディングなどの特殊な形状のエッジ バンディングを提供する必要があります。 一体化の需要が強調されています。「ボードとエッジの一体化」では、エッジバンドとボードの色、質感、さらには手触りまで一貫している必要があり、シームレスな接続と強力な全体的な感触を実現できるエッジバンドに対する市場の需要が高まっています。 技術革新の面では • エッジバンディング技術のアップグレード:レーザーエッジバンディングなどの新しいエッジバンディング技術の応用はますます広まっていくでしょう。エッジバンディングメーカーは、底部にレーザー機能層を内蔵し、シームレスなエッジバンディングを実現できる 華麗 株式会社 の 華麗 2.0 レーザーエッジバンディングなど、それらと互換性のあるレーザーエッジバンディング製品を開発する必要があります。 • 材料とプロセスの革新:耐摩耗性、耐水性、耐薬品性などの特性に優れた新しいエッジバンド材料を継続的に探求し、開発しています。同時に、生産プロセスを改善し、生産効率と製品品質を高め、押し出しプロセスのアップグレードによる自動巻き取りと切断の実現など、コストを削減しています。 環境政策に関しては より厳しい基準: 国や地域では、家庭用製品に対する環境要件がますます厳しくなっています。エッジ バンド製造業者は、自社製品が E1 レベル、エンファシス レベル、その他のホルムアルデヒド排出基準などの関連する環境基準を満たすように、より環境に優しい原材料と製造プロセスを使用する必要があります。 グリーン生産は不可避になっています。生産プロセスにおいて、メーカーはより多くのクリーンエネルギーを使用し、廃水、排気ガス、廃棄物の残留物の排出を削減し、環境政策の要件とグリーン製品に対する消費者の需要を満たすグリーン生産を実現します。 業界競争の観点から • ブランド競争の激化: 市場競争が激化する中、ブランド認知度と評判は消費者がエッジバンディング製品を選択する上で重要な要素となります。メーカーはブランド構築を強化し、ブランドイメージと影響力を高める必要があります。 産業チェーンの統合傾向:一部の強力なエッジバンドメーカーは、上流に拡大し、原材料供給を統合し、調達コストを削減する可能性があります。下流に拡大し、家具生産企業とより緊密な協力関係を築き、ワンストップソリューションを提供し、市場競争力を強化します。 デジタル化とインテリジェンスの観点から インテリジェント生産:高度な生産設備と自動化技術を活用することで、生産プロセスをインテリジェント化および自動化し、生産効率と製品品質の安定性を向上させ、人件費を削減できます。 • デジタルマーケティング:電子商取引プラットフォーム、ソーシャルメディア、オンライン展示会などのインターネットプラットフォームとデジタルマーケティング手段を通じて、販売チャネルを拡大し、ブランド認知度と製品露出を向上させ、顧客ニーズをよりよく満たします。
-
01-17 2025
家具のエッジバンドの品質に影響を与える要因
家具のエッジシーリングに関する一般的な問題と分析 1. エッジトリミング手順を実行すると、エッジが剥がれやすくなります。 接着剤の塗布が薄すぎる。 素材が冷たすぎたり、湿りすぎている(特に接着したばかりの場合) 接着線がはっきりと見え、接着ローラーの模様が表示される場合は、接着ローラーの温度が低すぎることが原因である可能性があります。 コンベアベルトの速度が遅すぎます。 周囲の環境または材料の温度が低すぎる(15℃以下で動作)。 圧力が不十分です。 2. エッジバンディングの初期位置と場所が理想的ではない ローラープレスホイールは調整を行うスキルを習得する必要があり、ローラー圧力を高めるために位置を拡張する必要があります。 粘着ローラーの粘着面の始まりまたは終わりの 125px の位置は、先頭と末尾の位置にある粘着ローラーの圧力が不十分になりやすく、高速生産時に粘着ローラーとパネルの接触が飛びやすくなるため、理想的ではないことがよくあります。 3. 両面接着の効果は、片面では良いが、もう片面では良くない パネル(基板)と圧力ホイール間の接触不良。 接着剤の塗布が不均一だと接着剤が漏れ、エッジシーリングの作業が妨げられます。 4. 断続的な接着不良状態 ホットメルト接着剤の液体状態の温度が低すぎる。 エッジバンディングマシンの調整速度が速すぎて、塗布される接着剤の量が多すぎると、ホットメルトシリンダーがホットメルト接着剤を適切なタイミングで溶かすことができず、接着剤の塗布が不均一になります。 ホットメルトマシンの温度が不安定です。
-
01-17 2025
エッジバンディング技術の基本
基板1の基本要件 エッジラッピングの基材には中密度繊維板やパーティクルボードなどの材料が使用されていますが、パーティクルボードはコストが低いため、エッジラッピング部品の基材としてよく使用されています。エッジラッピングに適したパーティクルボードの主な技術指標は、パーティクルボードの厚さが10mmを超える場合、反りが0.5%以下であること、内部の接着強度がA級高品質および一級パーティクルボードの国家標準(92)の要件を満たすこと、エッジラッピング中の表面材とパーティクルボードの接着強度が良好な結果を達成できることです。パーティクルボードの密度は0.6〜0.85グラム/立方センチメートルに制御する必要があります。これは、エッジプロファイルのフライス加工に有利であり、高い表面平滑性を実現できると同時に、接着剤の浸透を減らし、エッジ接着中に十分な接着剤量を確保できます。使用前に基材をサンドブラストして、厚さ公差を0.1 mm以内に制御する必要があります。 2層材料の基本要件 表面層材料は、一般に加熱条件下で良好な曲げ性能を有する必要がある。直接連続エッジングマシンは、低圧メラミンベニアCPL、ペイントフィルム紙、ベニア材料など、さまざまなエッジング材料を使用できますが、一般的に使用される表面材料は低圧メラミン接着パネルです。直接連続ポスト成形エッジラッピングマシンを使用したエッジラッピング用表面材料の厚さは、通常0.35mm未満であり、表面材料の曲げ性能と強度は、エッジラッピングの品質に大きな影響を与えます。 バランス層材料の基本要件 部品が反らないようにするには、部品の背面にバランス層を接着する必要があります。バランス層に使用する材料は表面層材料と同じである必要がありますが、表面層材料は高価なため、バランス層材料には通常の低圧メラミンベニアまたはその他の柔軟な材料が一般的に使用されています。実際の生産では、主に表面層材料とバランス層材料の不適切な使用により、エッジラッピング後に反りが発生する可能性があります。表面層材料の厚さに表面層材料の弾性係数を掛けたものが、バランス層材料の厚さにバランス層材料の弾性係数を掛けたものに等しい場合にのみ、成形後のエッジラッピング部品に反りはありません。
-
01-17 2025
エッジバンディングとホットメルト接着剤の関係
ホットメルト接着剤は家具のエッジシーリングにますます使用されていますが、使用中に遭遇する問題も数多くあります。以下は、エッジシーリング用のホットメルト接着剤による接着接合の一般的な問題の具体的な分析です。 1、エッジシールの剥離:操作が正しいかどうか、機械の操作要件とホットメルト接着剤の正しいパラメータに従って操作しているかどうかを確認します。エッジバンドマシンが正常に機能しているかどうかを確認します。エッジバンドの裏面コーティングは正常ですか?木製のエッジバンドの場合は、多脂樹種であるかどうか、または裏面の不織布の水分が適格かどうかを確認します。ホットメルトの種類は適切ですか?ホットメルトソリューションに品質上の問題はありませんか。 2、エッジシール強度不足:使用するホットメルト接着剤の種類は適切かどうか。ボードが毛羽立ちすぎたり不適格だったりして、ボードの積み重ね時間が長すぎてポートにほこりが多すぎませんか。エッジバンドが汚染されていないかどうか。エッジバンドの裏コーティングが均一かどうか。ホットメルト接着剤の温度が正しくなく、エッジバンド機の圧力が不十分で、手動エッジバンド機の動作圧力が手動制御に依存しているため、特に上記の問題が発生しやすいです。動作環境温度が低すぎます。 3、接着ラインが厚い:モデルが間違っています。たとえば、高速接着剤を低速機械で使用して接着せず、ホットメルト接着剤がすでに固まり始めているため、圧縮が緩んでいます。板金加工の精度が不十分で、鋸引きが良くなく、刃先が真っ直ぐではありません。エッジバンディングが変形し、水平または湾曲が不十分です。エッジバンディングマシンの圧力ホイールが摩耗し、圧力が上下に不均一であるため、片側に厚い接着ラインがあります。エッジバンディングマシンの圧力が不十分で、締めることができません。3〜5kg / cm2の圧力が必要です。塗布する接着剤の量が多すぎるため、接着剤が溢れています。 4、伸線汚染シート:ホットメルト接着剤の品質が悪い。機種の選択が不適切で、高速機で低速接着剤を使用したり、ホットメルト接着剤の開封時間が長かったり、接着剤の乾燥が遅かったりする。ホットメルト接着剤の温度が高すぎるか、エッジバンド機の速度が速すぎる。塗布した接着剤の量が多すぎる。接着剤ローラーの品質が悪く、均一に塗布したり、適切に調整したりすることができない。 5、エッジシール後、数日後に塗料をスプレーすると剥がれます。エッジシールは高い接着強度に達していません。操作が適切かどうか、またはホットメルト接着剤の品質が適格かどうかを確認してください。スプレー塗料が木製ベニヤから剥がれる場合は、ベニヤの裏にグリースが多すぎないか、裏の不織布(紙)が濡れすぎていないかを確認してください。スプレー塗料が木製ベニヤから剥がれる場合は、ベニヤの毛穴が大きすぎないか、塗料の溶剤が接着剤に浸透して接着フィルムを損傷していないかを確認してください。ホットメルト接着剤の品質が要件を満たしておらず、低温接着剤はこのようなプロセスでの使用に適していません。エッジシール中の取り扱いが悪いと、接着線が太くなり、シールが不十分になり、溶剤が接着フィルムに浸透して強度が損なわれる可能性があります。